Процесс непрерывного литья, также известный как литье заготовок, - это процесс затвердевания расплавленного металла в "полуфабрикатные" заготовки, блюмы или слябы, а затем их прокатка на чистовом стане.
Из вики.
Существует два метода литья дуплексной нержавеющей стали: литье под давлением и непрерывное литье. До 1960-х годов большая часть дуплексных сталей производилась литьем под давлением. Широкомасштабная популяризация технологии непрерывной разливки началась после 1960-х годов, особенно после 1970-х годов. К 1985 году мировой коэффициент непрерывной разливки двухфазной стали превысил 70%.
В настоящее время промышленно развитые страны в основном заменяют литье под давлением непрерывным. Использование непрерывной разливки не только улучшает выход жидкой стали, тем самым увеличивает общий коэффициент текучести, но и значительно повышает эффективность производства.
- Непрерывное литье дуплексной нержавеющей стали обычно сочетается с печью для рафинирования, при этом строго требуются химический состав и температура расплавленной стали;
- Чтобы предотвратить вторичное окисление жидкой стали, в процессе производства непрерывной разливки требуется неокислительная разливка;
- Строгие требования к практичным огнеупорным материалам, таким как ковш, промежуточный ковш, скользящее сопло, погружное сопло и т. Д. Для обеспечения качества поверхности плиты непрерывной разливки выберите подходящий флюс для литейной формы;
- В процессе непрерывной разливки следует контролировать следы вибрации, образующиеся на поверхности заготовки непрерывной разливки из-за вибрации кристаллизатора;
- Электромагнитное перемешивание незаменимо при непрерывной разливке супердуплексной стали.
Для дуплексной нержавеющей стали обычно используются те же машины для вертикальной, вертикальной гибки или дуговой непрерывной разливки, что и для углеродистой стали.
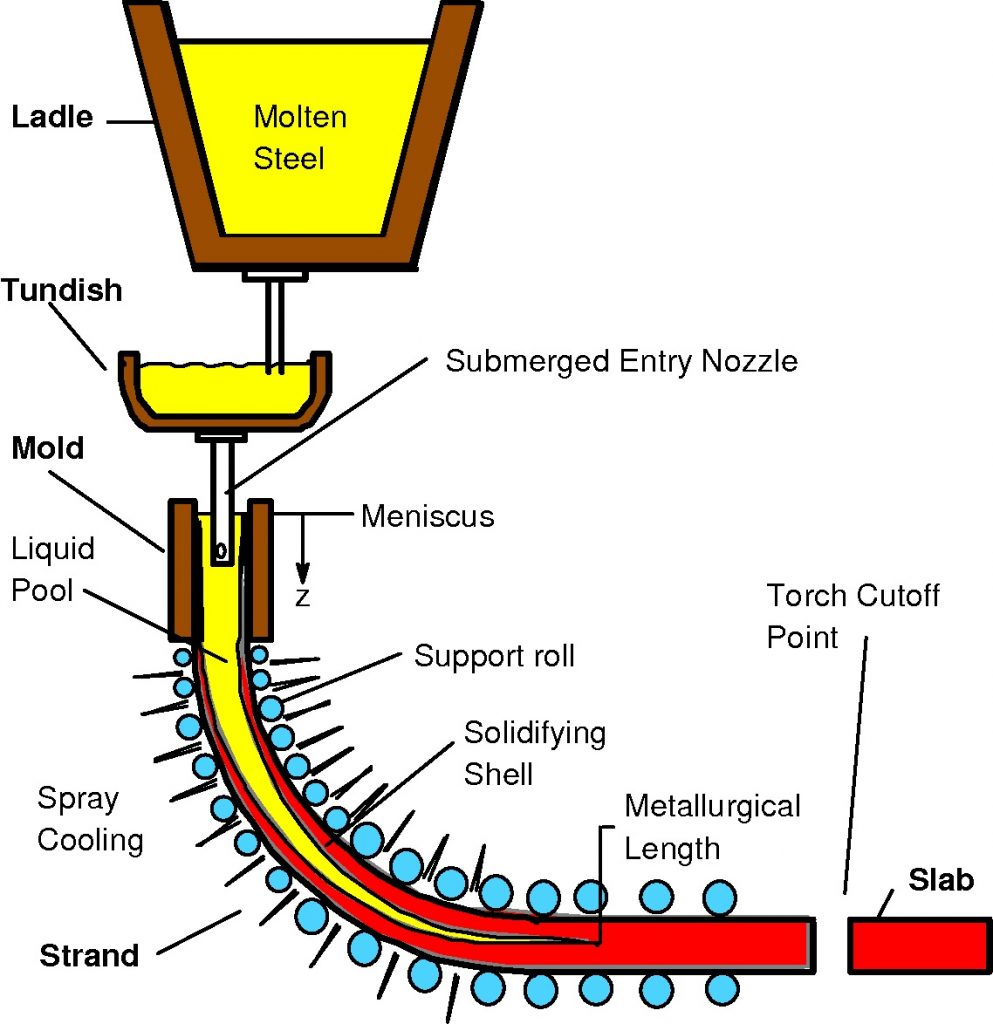
Очищенная жидкая сталь заливается в ковш, и температура жидкой стали регулируется с помощью станции продувки аргоном, а затем поднимается в башню ковша для ожидания непрерывной разливки.
После разливки последнего ковша с жидкой сталью разливочный ковш переворачивают над заливным отверстием промежуточного ковша, а затем расплавленную сталь вводят в промежуточный ковш через кожух. Расплавленная сталь в промежуточном разливочном устройстве поступает в изложницу через погружное сопло для формования и конденсации и непрерывно опускается вниз. Поверхностный слой затвердевшего литого сляба продолжает быстро охлаждаться через зону вторичного охлаждения до тех пор, пока ядро не станет твердым, а затем подвергается газовой резке фиксированной длины для завершения всего процесса непрерывной разливки.
Супердвухфазная жидкая сталь превращается в процесс слитка на сляб. Его роль заключается не только в увеличении выхода 10%, экономии энергии и сокращении производственного цикла, но и в том, что благодаря идеальным методам контроля качества процесса непрерывной разливки, это стало необходимым средством улучшения качества продукции.
Различные марки стали могут соответствовать процессу вибрации литейной формы с флюсом для литейной формы, так что глубина вибрационных следов на поверхности литого сляба может достигать ≤200 мкм, тем самым достигая цели практически не шлифовать и не катать поверхность литейного сляба. литая плита из нержавеющей стали.
Автор KAYSUNS, трубы и фитинги из нержавеющей стали поставщик.



