Welding Techniques For Thin-walled Stainless Steel Tubes
The thin-walled stainless steel tubing generally means: the pipe diameter is φ5 to 50 mm, and the wall thickness is δ0.3 to 1.0 mm.
The form of welded joints is: thin tube and thin tube welding, thin tube and thick tube welding (including tube cross welding and concentric welding), the most difficult to weld problem is easy to burn through, collapse, for which must take certain technological measures .
The welding assembly method is like this:
- The connection between the thin tube and the thin tube may be in the form of curling (flanging), using argon arc self-fusion or suitable wire bonding;
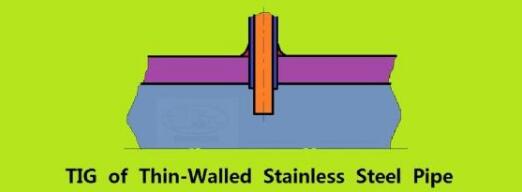
- The thin tube is welded to the thick tube and is usually welded by a plug-in method. In order to prevent burn-through and collapse, a copper rod or asbestos rod having a diameter slightly smaller than the inner diameter of the thin tube may be inserted into the thin tube.
If the thin tube is a non-straight tube, refractory mud or yellow mud may be placed in the thin tube to prevent collapse during welding. This not only prevents burn-through collapse, but also acts as a back protection for the weld.
Note: When using a copper rod as the inner tube liner, always pay attention to whether the copper rod is melted (can be pulled out at any time, cooled and then inserted).
The argon arc welding of thin-walled stainless steel pipes mainly adopts intermittent welding and small specifications. The welding machine used should have: high-frequency arc-inducing performance, welding current with increasing and decreasing performance, and excellent arc-stable performance under small current. Wait. It should be welded by a skilled argon welder. Pay attention to the arc starting position, arc length, formation method and existence time of the molten pool, arcing interval time, and wire adding method.
Welding parameters:
- Welding current 10~20A;
- Arc voltage 10V;
- The flow rate of argon gas is 6 to 10 L/min.
- The diameter of the tungsten electrode is 1.0 to 1.2 mm;
- Nozzle diameter 6 ~ 8mm;
- The current is extended by 2 seconds;
- Current decay time is 1 second;
- The wire diameter is 0.6 to 0.8 mm.
The material is in principle similar to the base metal; the duration of each section of welding should be short and not too long, generally less than 5 seconds.
Other welding methods, thin-walled stainless steel tube welding In addition to economical tungsten argon arc welding, micro-beam plasma arc welding, laser welding, electron beam welding, brazing, etc. can also be used.
Posted by stainless steel tubing supplier and stainless steel pipe supplier KAYSUNS.